EN

1. High efficiency. The screw and nut are pre-assembled on the left side of the assembly head, and then sent to the assembly head through a high-speed transfer mechanism, which improves efficiency. More than twice as much as its peers.
2. High precision. The penetration depth of each tuning screw can be set, and the actual depth is measured by a laser-type distance sensor.
3. The cover will not bend or deform, and the screw will not be damaged. When the screw is lowered and passed through the screw, only the 3N compression spring acts on the cover plate. When the screw is raised after locking, it is automatically detected whether the screw and the screw trough are stuck. Prevent batch rods from pulling (pressing) to hurt cover plates, bent rods, and broken rods.
4. Both the screw rod and the nut sleeve are floating mechanisms, which minimize the impact on the coating. There is no plating floating, which prevents the screws from falling and the cover surface will not be scratched.
5. Two unloading platforms, loading and unloading without stopping.
6. Through simple modification, it can be used for tuning screws of other specifications such as M1.6 and M2.5.
7. Easy model change.
8. Can adapt to certain hole position deviation.
9. Use DXF file to import the screw path.
| Efficiency | 2.1 ~ 2.7 seconds / piece, average 2.3 seconds / piece (screw depth 2 ~ 10) | Cover size | Max L200 × W150mm |
| Positioning accuracy | ± 0.02mm | Insertion depth accuracy | ± 0.08mm (excluding screw length deviation) |
| Torque | 1.5 ~ 5Kgf.cm | Area | L1000 × W1300mm |
| Minimum screw pitch | 4.9mm | Model switching time | 8min |
| Number of screw pools | 8 |
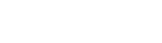
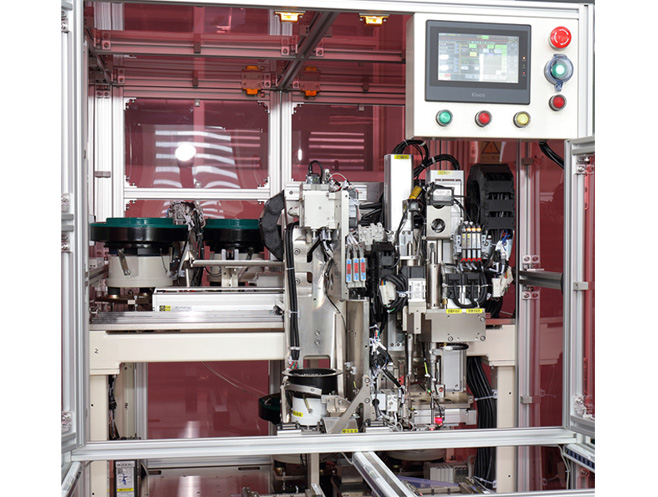
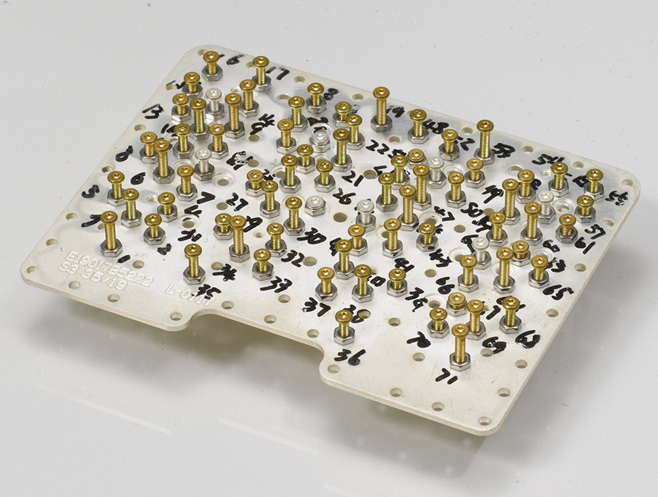
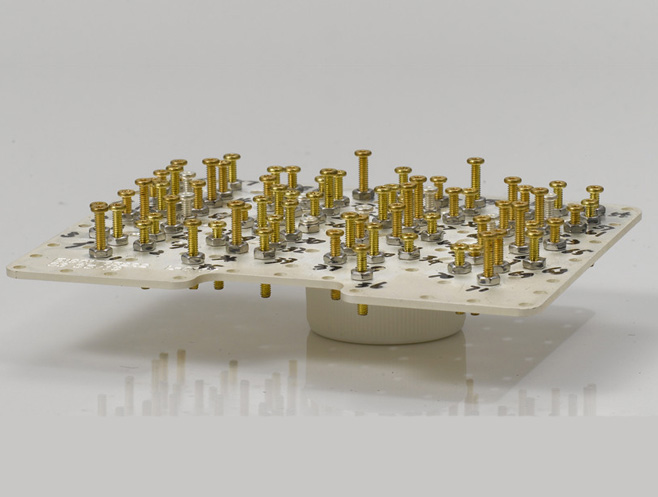
Quick automatic assembly of cavity filter cover M2 tuning screw and nut. Assemble tuning screws of different length specifications to the specified hole position, and then tighten the nut after setting the depth to the set depth.
+86-755-89221301


